

产品分类
浏览量:
1000
CGPS333
零售价
0.0
元
市场价
0.0
元
浏览量:
1000
产品编号
数量
-
+
库存:
0
产品描述
参数
介绍
S333 具有较高的耐蚀性、韧性,可适用于腐蚀性材料(如 PVC)或腐蚀性环境的注塑型模具。
★耐蚀凹模等高要求模具;
★腐蚀介质作用下的塑料模具,透明塑料制品模具,耐蚀性,高精度模具;
★高镜面塑胶模具,如生产光学部件,如相机,太阳镜镜头和医疗组件等);
★复杂型腔和大型塑胶模具。

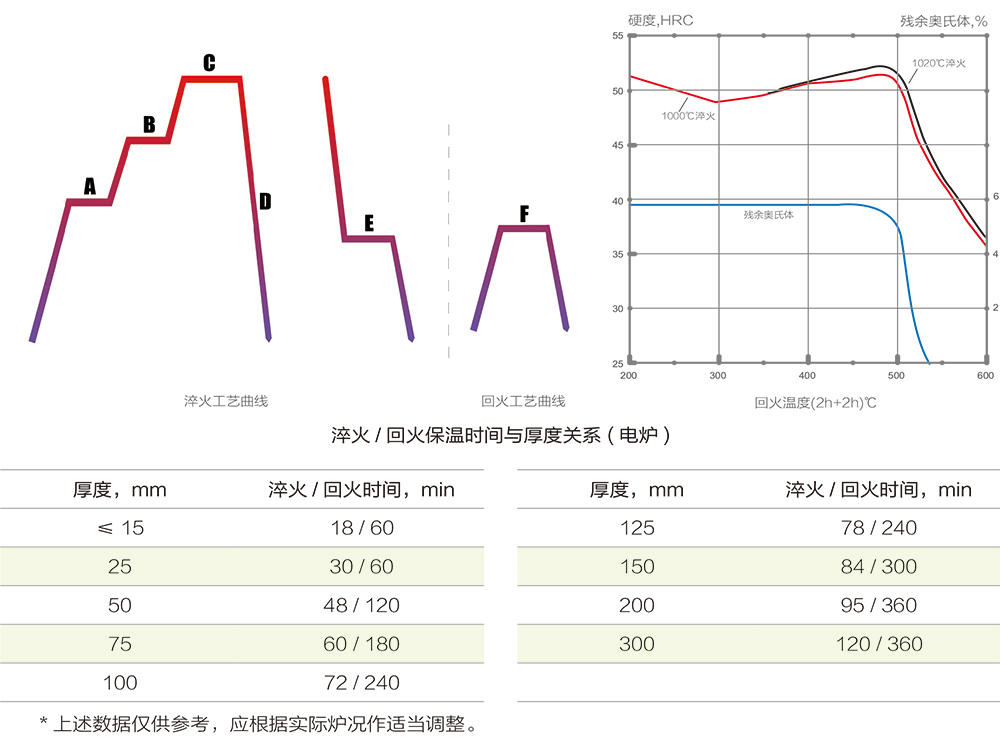
S333 热处理注意事项
软化退火:将钢材于保护气氛中加热至 740℃,均热后,于炉中以每小时 15℃的速度冷却至 550℃,然后置于空气中冷却。
去应力退火:模具经粗加工后应进行去应力处理,加热到650℃,至少保温2小时,缓慢冷却至500℃,然后空冷。
淬火:参考淬火工艺图,分两个阶段预热 A:650℃;B:850℃。奥氏体化 C:1000-1050℃。对于超大型模具,建议在 1000℃进行奥氏体化。
回火:参考回火曲线图,根据硬度要求选择合适的回火温度和保温时间。回火温度F大于250℃,至少保温2小时,每次回火后必须风冷至室温,至少 2 次回火。
注意
1. 保温时间 = 钢材在淬火温度下完全热透后在奥氏体化温度所需要的保温时间;
2. 注意钢材在加热过程中必须加以保护,避免氧化及脱碳;
3. 当温度冷至 100℃时,应立即回火;
4. 为了使模具获得最佳的性能,淬冷速度应越快越好,但是不能因此造成过度的变形或开裂;
如需详细信息,请详询本公司技术部门。
扫二维码用手机看

